Osnove upravljanja CNC glodalicom
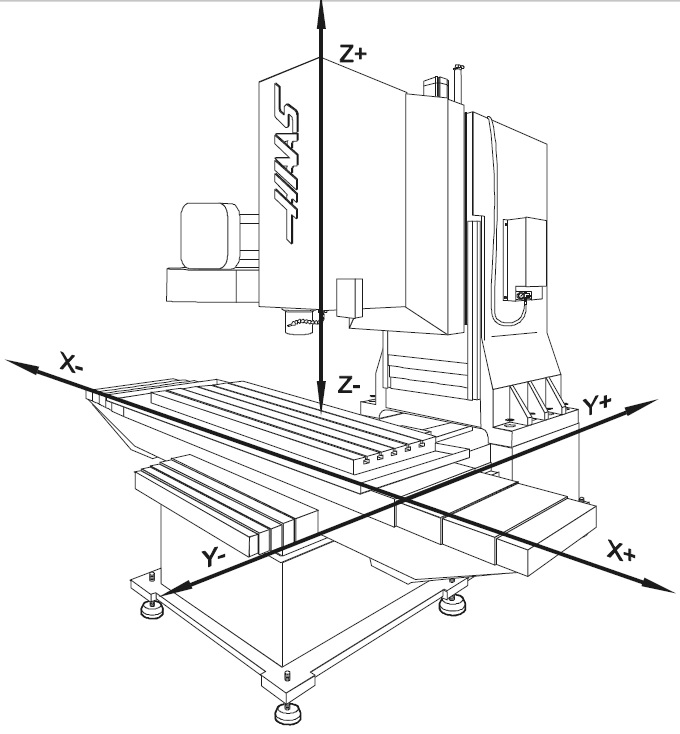
Na primeru nekoliko zadataka ćemo pokazati osnove kontrolisanja glodala na CNC mašini. Prvo je bitno da svako razume postavljanje koordinatnog sistema na CNC mašini kako bi nao u kom pravcu se glodalo treba kretati. Koordinatni sistem na CNC glodalici je prikazan na sledečoj slici.
|
|
Tačnije kada operator stane ispred CNC mašine pozitivni deo ose X je ka njegovoj desnoj strani a negativni ka levoj, ppozitivni deo ose Y je od njega napred a negativni ka njemu i pozitivni deo ose Z je naviše a negativni naniže.
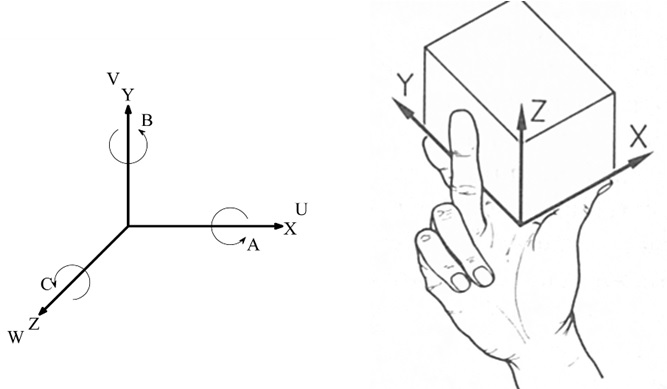
To se može prikazati i sa tri prsta desne ruke kao što se vidi na slici desno.
Osnovne funkcije za upravljanjem glodalom su G a pomocne M. Funkcijom G00 pomeramo glodalo brzim hodom kada glodalo nije u zahvatu sa materijalom a funkcijom G01 pomeramo glodalo radnim hodom kada je u zahvatu sa materijalom.
Primer funkcija G00 i G01:
To se može prikazati i sa tri prsta desne ruke kao što se vidi na slici desno.
Osnovne funkcije za upravljanjem glodalom su G a pomocne M. Funkcijom G00 pomeramo glodalo brzim hodom kada glodalo nije u zahvatu sa materijalom a funkcijom G01 pomeramo glodalo radnim hodom kada je u zahvatu sa materijalom.
Primer funkcija G00 i G01:

|
Prvi linija (isprekidana linija) pokazuje kretanje glodala brzim hodom G00 iz tačke 1 do tačke 2, tada glodalo nije u zahvatu sa materijalom.
Druga linija (puna linija) pokazuje kretanje glodala radnim hodom iz tačke 2 do tačke 3, tada je glodalo u zahvatu sa materijalom. U ovom slučaju nismo uzeli u obzir osu Z. |
|
|
|
G00 kod
|
G01 kod
|
Primer funkcije G02 i G03:

|
Kodovi G02 i G03 su kružne interpolacije i za razliku od kodova G00 i G01 za njihovo izvođenje je potrebno definisati i ortove i, j i k.
U radu na konkretnim zadacima ćemo detaljnije objasniti njihov način definisanja |
